تمتد أهمية الأسطوانات الهيدروليكية إلى ما بعد وظائفها لتشمل عمليات التصميم والتصنيع المعقدة. يستكشف هذا الدليل الشامل عالم إنتاج الأسطوانات الهيدروليكية ، والذي يغطي كل شيء من الهيكل الأساسي لهذه المكونات إلى إجراءات التصنيع المعقدة. ويهدف إلى تسليط الضوء على التعقيدات والتفاصيل الدقيقة في إنتاج الأسطوانات الهيدروليكية ، مما يؤكد دورها المحوري في الصناعة الحديثة والتطورات التكنولوجية المستمرة في هذا المجال.
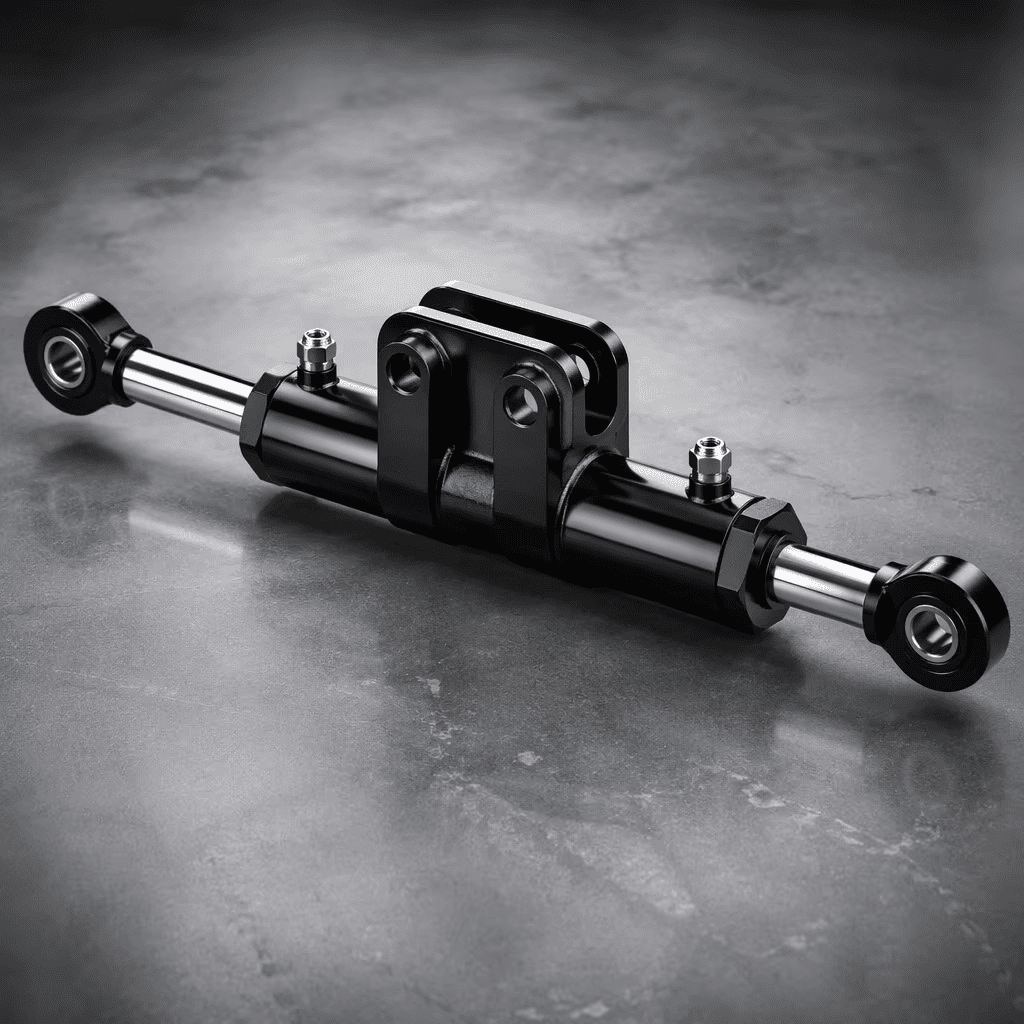
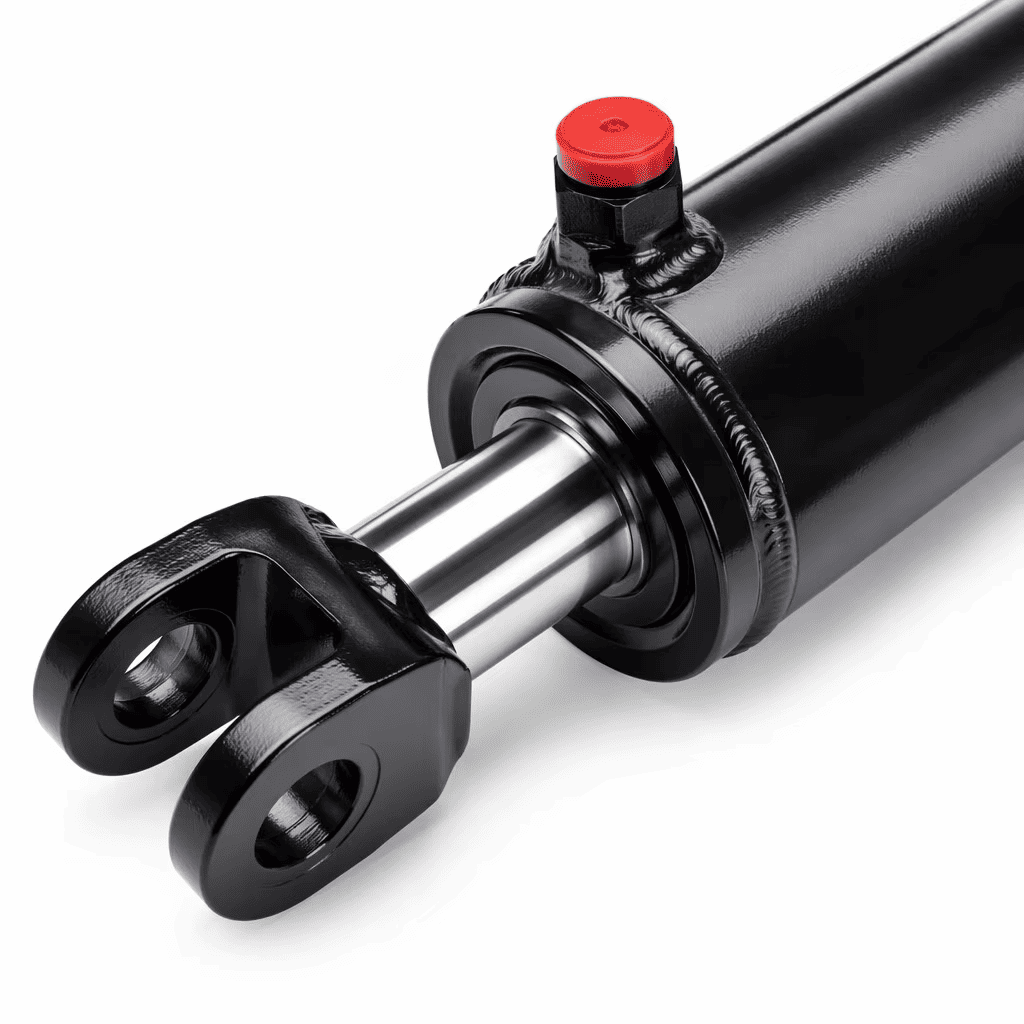
لتقدير تطور إنتاج الأسطوانات الهيدروليكية تمامًا ، من الضروري أولاً فهم تشريحه. تتكون الأسطوانة الهيدروليكية من عدة أجزاء رئيسية ، كل منها يقدم وظيفة حرجة في تشغيله. وتشمل هذه المكونات الرئيسية البرميل والمكبس وقضيب المكبس والرأس والقاعدة والأختام. يعمل البرميل كجسم للأسطوانة ، ويسكن مكبس وقضيب المكبس. يجب أن يكون قويًا ودائمًا لتحمل الضغط الداخلي الذي يمارسه السائل الهيدروليكي. داخل البرميل ، يتحرك المكبس ذهابًا وإيابًا ، ويقسم جانبي الأسطوانة. يحول قضيب المكبس ، الذي يمتد من المكبس عبر رأس الأسطوانة ، الحركة الخطية للمكبس إلى عمل قابل للاستخدام. الرأس والقاعدة غطاء نهايات البرميل ، يحتوي على السائل الهيدروليكي ودعم قضيب المكبس. يعد اختيار المواد لهذه المكونات أمرًا بالغ الأهمية ويختلف وفقًا للتطبيق المحدد للأسطوانة. على سبيل المثال ، قد يتم اختيار الفولاذ المقاوم للصدأ للتطبيقات في البيئات المسببة للتآكل بسبب مقاومته للصدأ والتدهور.
في التطبيقات ذات درجة الحرارة العالية ، يتم اختيار المواد القادرة على التمدد الحراري والإجهاد.
اعتبارات التصميم هي أيضا جانب حيوي لإنتاج الأسطوانة الهيدروليكية. تحدد عوامل مثل الحمل وطول السكتة الدماغية وضغط التشغيل وظروف درجة الحرارة تصميم الأسطوانة. على سبيل المثال ، سيكون للأسطوانة المصممة للاستخدام في الصحافة الهيدروليكية مواصفات مختلفة مقارنة بتلك المستخدمة في تطبيقات الفضاء. يجب أن يأخذ المهندسون أيضًا في الاعتبار جوانب مثل نمط التثبيت ونوع السائل الهيدروليكي المراد استخدامه ، وكل ذلك يؤثر على التصميم النهائي وأداء الأسطوانة.
في قلب إنتاج الأسطوانة الهيدروليكية توجد مرحلة التصميم ، حيث تتم ترجمة الأفكار والمتطلبات إلى مخطط ملموس. تبدأ هذه العملية الأساسية بتحليل شامل للتطبيق المقصود للأسطوانة الهيدروليكية. يقوم المهندسون بتقييم عوامل مختلفة ، مثل سعة تحميل الأسطوانة ، والحجم ، وضغط التشغيل ، والظروف البيئية المحددة التي ستواجهها. على سبيل المثال ، قد تتطلب أسطوانة مصممة لبيئة درجات الحرارة العالية مواد مختلفة عن تلك المخصصة للاستخدام تحت الماء.
خلال هذه المرحلة ، يلعب برنامج التصميم المتقدم دورًا مهمًا. تتيح هذه الأدوات للمصممين تجربة تكوينات مختلفة ، وتحديد نقاط الإجهاد ، وتحسين التصميم لكل من الأداء وكفاءة التكلفة. الدقة هي المفتاح في هذه المرحلة ، حتى أن سوء التقدير البسيط يمكن أن يؤثر بشكل كبير على وظائف الأسطوانة.
بعد إنشاء تصميم صلب للأسطوانة الهيدروليكية ، ينتقل التركيز إلى مرحلة شراء المواد. تتضمن هذه المرحلة اختيارًا دقيقًا للمواد بناءً على خصائصها والمتطلبات المحددة للتطبيق.
1. تحديد المعدن للبرميل:
يجب أن يكون برميل الأسطوانة الهيدروليكية قادرة على تحمل الضغوط الداخلية ومقاومة التآكل مع مرور الوقت. تشمل المواد الشائعة الاستخدام الفولاذ والفولاذ المقاوم للصدأ ، ومختار لقوتها ومتانة. في بعض التطبيقات التي يكون فيها الوزن عاملاً حاسماً ، قد يتم اختيار الألومنيوم لطبيعته الخفيفة.
2. اختيار المعدن الأيمن للمكابس:
تحتاج المكابس إلى أن تكون قوية وقادرة على الحفاظ على شكلها تحت ضغوط مختلفة. المواد مثل الصلب الكربوني والحديد الزهر هي خيارات شائعة بسبب قوتها ومقاومتها للتشوه.
3. اختيار مادة قضيب القضيب:
يتطلب قضيب المكبس ، الذي يتعرض لبيئات خارجية ، مقاومة عالية للانحناء والتآكل. غالبًا ما يتم استخدام الفولاذ عالي القوة ، وأحيانًا مع طلاء الكروم أو معالجات سطحية أخرى لتعزيز مقاومة التآكل وصياد السطح.
4. الحصول على الأختام الجودة والمكونات الأخرى:
بالإضافة إلى المكونات المعدنية الرئيسية ، فإن شراء الأختام ذات الجودة (مثل الحلقات O والحشيات) أمر مهم بنفس القدر. يجب أن تكون هذه الأختام متوافقة مع السائل الهيدروليكي قيد الاستخدام وقادر على تحمل ضغوط التشغيل ودرجات الحرارة.
5. إدراك العوامل البيئية والتطبيق الخاصة:
في البيئات التي تتميز بالرطوبة العالية أو الظروف التآكل ، فإن المواد ذات مقاومة التآكل المعززة ضرورية. وبالمثل ، بالنسبة للتطبيقات التي تنطوي على درجات حرارة عالية ، يتم اختيار المواد التي يمكنها تحمل التوسع الحراري.
بعد شراء مواد الجودة ، فإن المرحلة الحرجة التالية في إنتاج الأسطوانات الهيدروليكية هي عملية التصنيع والتجميع. تقوم هذه المرحلة بتحويل المواد المصدر إلى المكونات الأساسية للأسطوانة الهيدروليكية باستخدام تقنيات تصنيع دقيقة ومتقدمة.
1. تقليص المواد الخام
الخطوة الأولى في الإنتاج الفيزيائي للأسطوانات الهيدروليكية هي قطع المواد الخام. تحدد هذه المرحلة التأسيسية نغمة لجودة ودقة عملية التصنيع بأكملها.
reciped ، يتم تقليص قطع المواصفات إلى مواصفات التصميم: يتم تقطيع المواد الخام ، التي عادة ما تكون درجات مختلفة من الفولاذ أو المعادن الأخرى ، إلى أشكال وأحجام محددة وفقًا لمواصفات التصميم التفصيلية. تُستخدم أدوات القطع والآلات عالية الدقة ، مثل آلات CNC ، أو قواطع الليزر ، أو أنظمة قطع WaterJet ، لضمان الدقة والاتساق.
توافق المكونات: الدقة في القطع لا تتعلق بالالتزام بالأبعاد فقط ؛ من الأهمية بمكان ضمان توافق مكونات مختلفة سيتم تجميعها لتشكيل الأسطوانة الهيدروليكية. يضمن القطع الدقيق أن أجزاء مثل برميل الأسطوانة والمكبس وقضيب المكبس تتناسب بسلاسة ، وهو أمر ضروري للتشغيل الفعال للأسطوانة.
ithitization استخدام المواد وتقليل النفايات: خلال هذه المرحلة ، يعتبر الاستخدام الفعال للمواد لتقليل النفايات إلى الحد الأدنى. يتم استخدام تقنيات القطع المتقدمة والتخطيط الدقيق لزيادة العائد من كل مجموعة مادة.
preparation لمزيد من المعالجة: يتم بعد ذلك إعداد المواد المقطوعة للعمليات اللاحقة مثل الآلات واللحام والتجميع. قد يشمل هذا التحضير التنظيف ، والظهور ، ووضع علامة على تحديد الهوية.
2.Chromed والانتقال
تهدف هذه الخطوة في عملية إنتاج الأسطوانة الهيدروليكية إلى تعزيز المتانة ووظائف مكونات محددة ، وخاصة قضبان المكبس.
plate الطلاء الكروم: طلاء الكروم هو عملية حاسمة حيث يتم تكليف طبقة رقيقة من الكروم بالكهرباء على سطح قضبان المكبس. تعمل هذه الطبقة كحاجز وقائي ضد التآكل ، وهو أمر مهم بشكل خاص في البيئات التي قد تتعرض فيها الأسطوانة للرطوبة أو المواد المسببة للتآكل. بالإضافة إلى ذلك ، تعزز طبقة الكروم النداء الجمالي للقضيب ، مما يعطيه مظهرًا لامعًا ومصقولًا.
3. التغلب
بعد طلاء الكروم ، تخضع قضبان المكبس لعملية تحول. يتضمن الدوران تشكيل القضبان إلى الأبعاد والتحمل الدقيقة كما هو محدد في التصميم. عادة ما يتم تنفيذ هذه العملية باستخدام مخرطة ، حيث يتم تدوير القضيب ضد أدوات القطع لإزالة المواد الزائدة وتحقيق القطر المطلوب والتشطيب السطحي. تعتبر النعومة التي تم تحقيقها من خلال الدوران أمرًا بالغ الأهمية لعملية تشغيل قضيب المكبس داخل برميل الأسطوانة ، حيث يقلل من الاحتكاك ، مما يسمح بحركة أكثر سلاسة وتقليل التآكل على كل من القضيب والأختام الداخلية للأسطوانة.
4. لحام الشجيرات
يعد لحام الشجيرات الملولبة والتركيبات الأخرى خطوة حاسمة في عملية تصنيع الأسطوانات الهيدروليكية ، حيث تنطوي على خلق مفاصل قوية ودقيقة ضرورية لتجميع الأسطوانة والنزاهة الشاملة.
التقنيات والمعدات الناتجة: تقنيات اللحام المتقدمة ، مثل TIG (GAS الخامل الناتج عن التنغستن) أو اللحام MIG (غاز الخامل المعدني) ، تستخدم عادة لتوصيل الشجيرات الملولبة بمكونات الأسطوانة. يتم اختيار هذه التقنيات لدقة وقوتها. غالبًا ما يعتمد اختيار طريقة اللحام على مادة المكونات والمتطلبات المحددة للأسطوانة الهيدروليكية.
insups تتمثل في تفتيش المفاصل القوية: يتم فحص المفاصل الملحومة بدقة لضمان خالية من العيوب مثل الشقوق أو المسامية. اللحام القوي أمر بالغ الأهمية لمتانة وسلامة الأسطوانة الهيدروليكية. تتضمن عملية اللحام عادةً التحكم في درجة الحرارة واستخدام مواد الحشو المتوافقة مع المواد الأساسية لضمان رابطة قوية.
العلاجات ذات اللقاءات المتوفرة: بعد اللحام ، قد تخضع المكونات مع علاجات ما بعد الدقة مثل تخفيف الإجهاد أو علاج الحرارة. تساعد هذه العمليات في تقليل الضغوط المتبقية وتحسين قوة وصباقة منطقة اللحام.
5. تحول الأنابيب
تعتبر عملية تحول الأنبوب خطوة مهمة في تشكيل الأنابيب التي تشكل برميل الأسطوانة الهيدروليكية. تركز هذه المرحلة على الدقة والاهتمام بالتفاصيل ، مما يضمن أن الأنابيب تلبي المواصفات الدقيقة للقطر والتشطيب السطحي.
incaiDing القطر الصحيح: يتضمن تحول الأنبوب استخدام المخارط أو مراكز الدوران لإزالة المواد من السطح الخارجي للأنابيب ، وتجلبها إلى القطر المحدد. القطر الصحيح ضروري للتركيب المناسب للمكبس والمكونات الداخلية الأخرى ، مما يضمن التشغيل السلس ومنع التسريبات.
smostmentwissing نعومة السطح: تهدف عملية الدوران أيضًا إلى تحقيق مستوى عالٍ من نعومة السطح. يقلل السطح الداخلي السلس من الاحتكاك بين الأجزاء المتحركة ، مما يعزز كفاءة وعمر الأسطوانة. تعتبر النعومة أمرًا بالغ الأهمية أيضًا لختم كفاءة النظام الهيدروليكي ، حيث أن العيوب على سطح الأنبوب يمكن أن تؤدي إلى تسرب وتقليل الأداء.
التمييز والاتساق: الاتساق في قطر الأنبوب والتشطيب السطحي على طول طوله بالكامل أمر ضروري للأداء الموحد للأسطوانة الهيدروليكية. تضمن معدات الدوران المتقدمة ، التي تسيطر عليها الكمبيوتر غالبًا ، هذا الاتساق ، حيث تنتج أنابيب موحدة في الأبعاد والجودة.
6.Bottoms وملحقات اللحام على الأنابيب
يعد لحام القيعان والملحقات اللازمة على الأنابيب خطوة حاسمة في تصنيع الأسطوانات الهيدروليكية. تتضمن هذه العملية توصيل أغطية نهائية ومكونات أخرى بالأنبوب ، والتي تشكل جسم الأسطوانة ، مما يضمن ختمه وقادر على العمل تحت ضغط عالي.
revelding قيعان إلى أنابيب: يتم لحام قبعات النهاية ، أو القيعان ، على طرفي أو كلا الطرفين من الأنبوب. تتطلب هذه المهمة الدقة ، حيث يجب أن تكون اللحامات قوية ومقاومة للتسرب لتحمل الضغط الداخلي للسائل الهيدروليكي. جودة اللحامات ضرورية للحفاظ على سلامة وسلامة الأسطوانة. إذا لم تكن القيعان ملحومة بشكل صحيح ، فقد تفشل تحت الضغط ، مما يشكل مخاطر كبيرة على كل من المعدات والمشغلين.
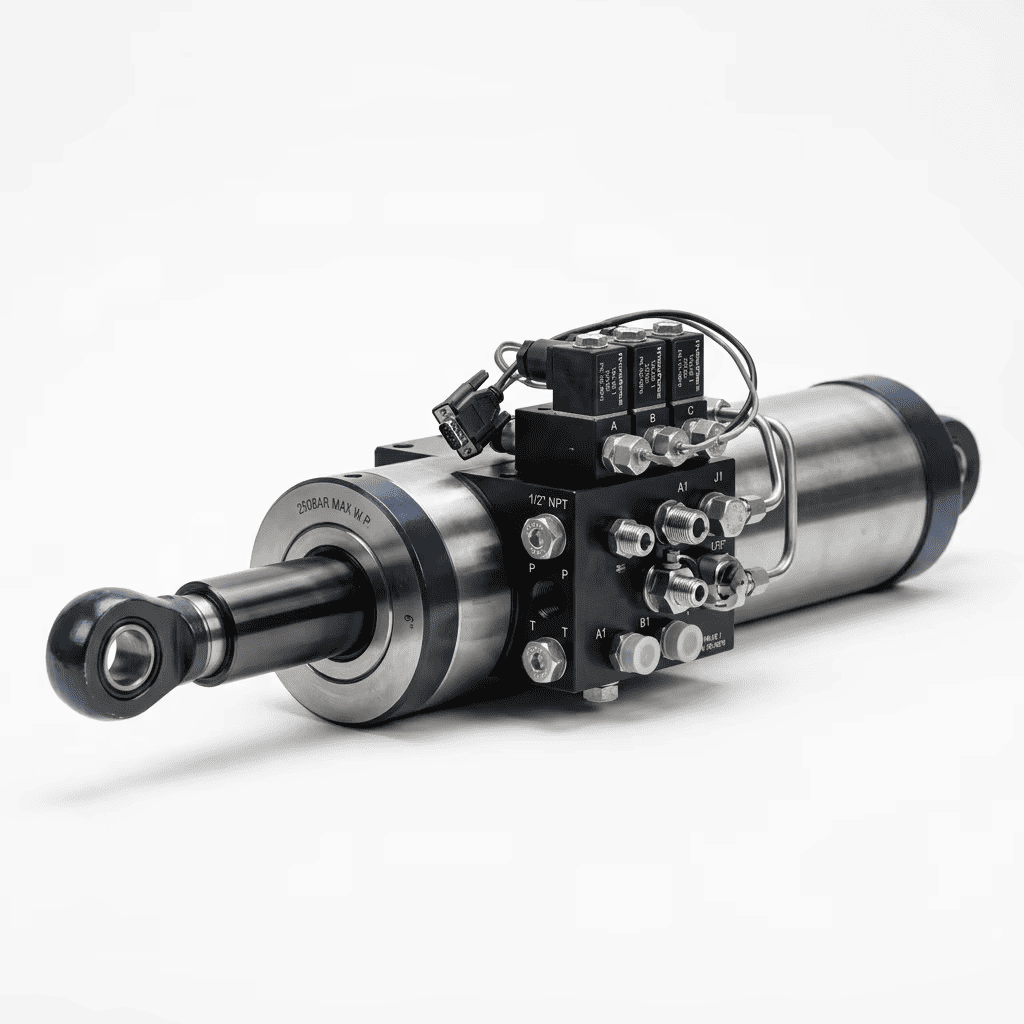
الإكسسوارات اللازمة: بالإضافة إلى القيعان ، يتم لحام الإكسسوارات الأخرى مثل أقواس التثبيت والموانئ لدخول السوائل الهيدروليكية والخروج منها ، كما يتم لحام المستشعرات على الأنبوب. يجب وضع هذه المكونات وتوصيلها بدقة كبيرة لضمان المحاذاة المناسبة والوظائف في التجميع النهائي.
تعويض جسم أسطوانة مغلق: يتم تنفيذ عملية اللحام بدقة لضمان ختم جسم الأسطوانة تمامًا. يعد هذا الختم أمرًا بالغ الأهمية للتشغيل الفعال للأسطوانة ، لأن أي تسرب من السائل الهيدروليكي يمكن أن يؤدي إلى فقدان الطاقة والكفاءة. يتم استخدام تقنيات مثل TIG (Tungsten Inert Gas) بشكل شائع لأنها توفر لحامات قوية ودقيقة مناسبة للتطبيقات ذات الضغط العالي.
7.polish

تعد مرحلة التلميع في إنتاج الأسطوانات الهيدروليكية عملية حاسمة تتبع اللحام ، تهدف إلى تعزيز كل من النداء الجمالي والجودة الوظيفية للمكونات.
reaseviceing إنهاء سلس: يتم إجراء التلميع بشكل أساسي لتنعيم الأسطح الخارجية لمكونات الأسطوانة الهيدروليكية ، وخاصة تلك التي تم لحامها. تتضمن هذه العملية استخدام كاتبات لإزالة أي بقع لحام وطبقات الأكسدة والعيوب السطحية. الهدف من ذلك هو تحقيق الانتهاء الموحد والسلس الذي لا يبدو احترافيًا فحسب ، بل يقلل أيضًا من خطر التآكل والتعب المادي.
preparation لمزيد من العلاج: في بعض الحالات ، يعمل التلميع كخطوة تحضيرية لمزيد من العلاجات السطحية مثل الرسم أو الطلاء أو الطلاء. يضمن السطح الناعم والنظيف التصاق أفضل وفعالية هذه العلاجات.
8. في التثبيت
مرحلة التثبيت أو التجميع في إنتاج الأسطوانات الهيدروليكية هي المكان الذي يتم فيه جمع المكونات المختلفة المعالجة والمعالجة لتشكيل وحدة كاملة.
components المكونات الأساسية: تتضمن عملية التجميع تجميع المكونات الرئيسية للأسطوانة الهيدروليكية: المكبس ، قضيب المكبس ، الأختام ، وجسم الأسطوانة (أنبوب). يجب تثبيت كل مكون بعناية بالترتيب الصحيح والاتجاه. عادةً ما يتم ربط المكبس بقضيب المكبس ، ثم يتم إدخال هذا التجميع في جسم الأسطوانة.
تثبيت الأختام والحشيات: الأختام والحشوات أمر بالغ الأهمية للحفاظ على السلامة الهيدروليكية للأسطوانة. أنها تمنع تسرب السائل الهيدروليكي ويضمنون أن الأسطوانة يمكنها توليد وتحمل الضغط المطلوب. يتطلب تركيب هذه الأختام دقة لتجنب أي ضرر ولضمان جلوسها بشكل صحيح.
مكونات مكونات خارجية: بمجرد اكتمال التجميع الداخلي ، يتم إرفاق المكونات الخارجية مثل أغطية النهاية ، والأقواس المتصاعدة ، والموانئ للاتصالات الهيدروليكية. غالبًا ما يتم تثبيت هذه المكونات أو لحامها على جسم الأسطوانة ، ويكون ارتباطها الآمن أمرًا حيويًا للوظائف الكلية وسلامة الأسطوانة.
9. التنظيم
مرحلة الطلاء في إنتاج الأسطوانات الهيدروليكية هي الخطوة الأخيرة التي تضيف كل من القيمة الجمالية ووظائف الحماية إلى المنتج النهائي.
جاذبية جمالية: توفر الطلاء الأسطوانة الهيدروليكية بمظهر مهني مصقول ، والذي يمكن أن يكون حاسماً لرضا العملاء وتصور العلامة التجارية. غالبًا ما يشير المنتج المصنوع جيدًا إلى جودة عالية ، والطلاء يسمح بالتخصيص بألوان الشركة أو مخططات التصميم ، وبالتالي تعزيز جاذبية السوق للمنتج.
الطبقة الحماية ضد العناصر البيئية: يعد الطلاء بمثابة حاجز ضد العوامل البيئية مثل الرطوبة والغبار والمواد الكيميائية والإشعاع بالأشعة فوق البنفسجية. هذه الحماية مهمة بشكل خاص للأسطوانات المستخدمة في البيئات الخارجية أو البيئات الصناعية القاسية. من خلال الحراسة ضد التآكل والارتداء ، يمتد الطلاء عمر الأسطوانة الهيدروليكية ، مما يضمن أنه لا يزال وظيفيًا ويحافظ على سلامته بمرور الوقت.
عملية التطبيق: قبل الطلاء ، عادةً ما يتم معالجة سطح الاسطوانة مسبقًا لإزالة الزيوت أو الغبار أو غيرها من الملوثات. قد يشمل هذا التحضير إزالة الشحوم ، أو الرمل ، أو تطبيق التمهيدي. يعتمد اختيار طريقة الطلاء والتطبيق (الرش ، الغمس ، إلخ) على مادة الأسطوانة ، والاستخدام المقصود ، والبيئة التي ستعمل فيها.
التجفيف والمعالجة: بعد تطبيق الطلاء ، تمر الأسطوانة بعملية التجفيف والمعالجة. اعتمادًا على نوع الطلاء ، قد يتضمن ذلك استخدام فرن أو مصباح حراري لتسريع المعالجة ، أو السماح له بالتجفيف بشكل طبيعي في منطقة جيدة التهوية.
في هذا الدليل الشامل ، قمنا باستكشاف العالم المعقد لإنتاج الأسطوانات الهيدروليكية ، وكشف كل مرحلة حرجة في عملية التصنيع. تلعب الأسطوانات الهيدروليكية دورًا حيويًا في مجموعة واسعة من الصناعات ، وفهم عملية الإنتاج الخاصة بها أمر ضروري لكل عميل.